どーもヒデキです。 今日は原点出し Z軸編です。
加工には絶対に必要です。 ミスると痛い目にあいます。

Z軸原点の出し方
前回、X軸 Y軸の原点出しをやりましたので今回はZ軸です。
ワークを加工するには工作機械に情報を入力し加工を開始します
マシニングセンタは加工するのに多数のツールを使います。機械によりますが
自分が見た機械で一番多かったのは確か80本ぐらいついてたかな?そのツールの情報を機械に教えてあげないといけません。
幾つかあるみたいですが今回は1本1本設定するやり方です。設定したら
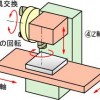
GコードでG43,G44,G49でZ軸方向への工具移動をNC装置に設定した補正量だけオフセットします。
工具長補正の指令はアドレスに続いて工具長補正番号を2桁以内のすううちで指令します。
補正量は制御装置内のオフセット番号に対応したメモリに入力します。
自分が使ってる機械はG44(-補正です)
G44Z50.0H01;
こんな感じです。 01の補正でZ軸50.0mmの位置に行きなさいという指令です
通常は1番の工具は01番に補正を入れるやり方をやっているみたいです。
2番には02 3番には03 20番には20 のようにわかりやすいようにやっています
ワークから50.0mmです こんなやり方や

機械 に直接ついているタイプです。プログラムにて動かします。
刃物の欠損も調べることもできます。

みんなも知っているハイトゲージではかるやつや

最近のは径を測定し長さも測定しカメラで確認しながら振れもはかってくれるすごいやつがあります
この間みたのは機械に直接カメラがついていました
このように機械の外で測定するものです。 機械が加工中に段取りする感じですね。
上の2個は一本一本 段取りごとに入れるタイプ
下の2個は一回はかれば刃物を外すまでそのままにするタイプです。
先ほどのカメラがついている機械は刃物の回転方向の振れを直してくれるのもあるみたいです
刃物の振れを自動で補正してくれるとは凄いですね!リーマ加工などは振れをいかに抑えるかが加工の精度を左右しますからね
以前は 今もやっていますが直接当てるやり方から
非接触式に代わっていますね。 確かに接触させると刃物の欠損に繋がりますもんね。
次回 また宜しくです。
CAD入門モデリング講座 はじめての3DCG基本設計 DVD
![]()