こんにちは ヒデキです。
今日からいよいよ実践です。 S水さんから失敗は恐れるな、逆に失敗しなさいと! 失敗から 教えられることはイッパイあるぞー! byS水
少しは気持ちが楽になりました。
俺もーWWW byk橋
まずプログラムの先頭は O オーから始まります。Oにつずく4桁の数字0001~9999 機械メーカーによっては使えない番号があるそうです。
次に工具を呼びます T番号で指令します。T01またはT1です。 工具ナンバーは機械によって変わります。
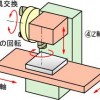
工具を呼出したら次は工具交換です M06またはM6で指令します。 工具交換位置にZ軸にあるか確認してください。
S水さんのオリジナルで教えるので 自分流にアレンジしてもいいからと言われました。
では ブロックの先頭にはN○○と付けてください (プログラムの流れがわかりやすいように) 行程がもし20行程あったとしたらN01~N20となります。 N1~N9999;です
つぎは ワーク座標系の設定と位置決めです。 G90G54G00X○○Y○○;です。
つぎは 工具長の設定です。今回はG44で行います。(-側オフセット) G44Z50.0H○○;
つぎは主軸の回転数の指令です。 S○○○○○ 機械によって回転数は異なります。
つぎは主軸回転です。 M03
主軸を回したら切削油を必要に応じて出して下さい M08で指令します。
この後は実際に加工に入ります WWー。 加工については次回以降に説明いたします。
加工が終わりました。そのあとは、先にやった逆です。 切削油を止めます。 M09で指令します。
切削油を止めその後Z軸を上げ主軸を止めます。 G00Z50.0M09と指令します。
その後Z軸を工具交換位置に復帰させます。 G91G28Z0M19;と指令します。
この後に M01と指令しオプショナルストップの指令をしておきます。 これで1行程が終了です。
お疲れ様でした。
まとめ これを繰り返して下さい。
加工に関しては次回に説明しますーーーbyS水さん