新入社員や中途採用のみなさん一緒にNCプログラムの勉強を一緒にやっていきましょう!
今回 一緒に勉強するのは K橋さんと自分 ヒデキです。
では S水先生 お願い致します。
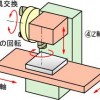
機械の構造をまず理解してください。
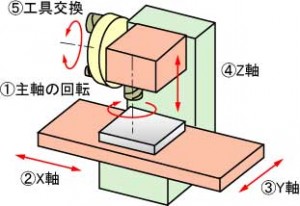
このように X・Y・Zと3軸で制御します。
後はG・M・S・T・F機能の組み合わせです。
前回 Gコード一覧を書いたと思うので参考にして下さい。
目次
位置決め(G00)
まず 最初はG00からです。
G00とは位置決め(早送り)の指令をするコード(記号)です。
指令した位置まで、各軸単独に設定された早送り速度で位置決めします。
早送りの指令は「G00」または「G0」で指令します。
(早送り速度は機械によって速度が違います。 早送りオーバーライドで調整できます)
1軸の位置決め G00 X○○.○; (希望する1軸を指令します)
同時2軸の位置決め G00 X○○ Y○○;
同時3軸の位置決め G00 X○○ Y○○ Z○○;
この様にプログラミングします。
なれるまでは同時に軸を移動する場合はワークとの干渉に注意してください。by S水さん
(刃物やワークが傷つく為 最悪の場合は機械が壊れます) 最近の機械は特に早いので注意してください。
2軸以上の指令の場合 最短位置まで45度で移動しその残りが動きます。
G00はモーダルなGコードです。 従って連続して位置決めを行う場合は
同じグループ(G01 G02 G03)のGコードが指令されるまでG00は省略可能です。
(なれるまではプログラムでなにをやっているのか わかるようにG00はいれたほうが
いい)
1軸のみの移動位置を指令する場合、移動軸のみ指令し不動軸の指令は省略可能です。
直線補間 G01
指令した位置まで アドレス”F”で指令した送り速度で直線で動きます。
直線切削指令は、G01またはG1で指令します。(F○○は入れてね、Fもモーダルな為その前に
指令されている場合はその数値が有効になります)
G01は モーダルなGコードです。 従って 連続して位置決めを行う場合は
G01を指令したブロックの以降ブロックでは 同じグループのGコードが指令されるまで
省略できます。
G01を指令するには、送り速度指令(F指令)が必要です。
今日の一言
勇気をもって聞こう
相手に断られたり否定されたりするのが怖くて 聞けないと思いますが
勇気を出して聞かなければ いつになっても答えは出ません。
聞かずに後悔するのはやめましょう。