こんばんは ヒデキです。
今回はエンドミル加工の
目次
トラブルシューティング
の紹介です。

外周刃の摩耗が激しい
原因
– 切削速度が速すぎる
– 送り速度が過小である
– アップカットで加工した
対策
– 切削速度を適度に遅くする
– 送り速度を適度に上げる
– ダウンカットを検討する
チッピング
原因
– 切削速度が速すぎる
– 送り速度が大きい
– エンドミルの刃先が弱い
– チャックの締付けが不十分
対策
– 切削速度を下げる
– 送り速度を下げる
– チャックの締付けを確実に行う
欠損
原因
– 切削速度が速すぎる
– 送り速度が大きい
– エンドミルの刃先が弱い
– チャックの締付けが弱い
対策
– 切削速度を下げる
– 送り速度を小さくする
– 刃先強度の高いエンドミルを使用する
– チャックの締付けを確実に行う
溶着
原因
– 切削熱による化学反応あるいは被削材の軟化
– 切削速度が低い
対策
– 切削油剤を使用する
– 切削油剤の供給量を増やす
– コーティング材種に変更する
– 切削速度を上げる
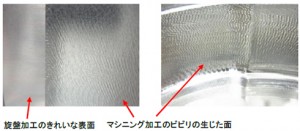
ビビリの発生
原因
– 切削速度と送り速度の条件が不適当
– 被削材の取付け剛性が不足
対策
– 切削速度と送り速度を変える
– 突出し長さを必要最低限にする
– 被削材のクランプ剛性を上げる
– 心厚の大きいエンドミルに変更する
– 不等リードエンドミルを使用する
折損
原因
– 送り速度が大きい
– エンドミルの剛性が低い
– 必要以上に突出しが長い
– 切込みが大きすぎる
対策
– 送り速度を下げる
– 剛性のあるエンドミルに変更する
– 突出し長さを最低限にする
– 切込みを小さくする
仕上げ面が悪い
原因
– 工具の振れが大きい
– 送り速度が大きい
– ピックフィードが大きい
– 切りくずの排出が悪い
対策
– 振れを小さくする
– 送りを下げる
– ピックフィードを小さくする
– エアブローを使用する
– 切削油剤の量を増やす
壁面のたおれが大きい
原因
– 切込みが大きすぎる
– 送り速度が大きすぎる
– ねじれ角が大きすぎる
対策
– 切込みを小さくする
– 送り速度を下げる
– ねじれ角の小さいエンドミルを使用する
切りくず詰まり
原因
– 切りくずポケットが小さすぎる.
– 切込みが大きすぎる
対策
– 切りくずポケットの広い工具にする
– 切込みを小さくする
– ラフィングエンドミルを使う
– ニック付エンドミルを使う
バリの発生
原因
– 送り速度が大きい
– 切込みが大きい
– エンドミルの境界摩耗が大きい
対策
– 送り速度を下げる
– 切込みを小さくする
– 工具を交換するか再研削する