ヒデキです。
今日はMコードの勉強です。
目次
Mコード
アドレスMの後に2桁の数字を付けたコードにより以下の動作を指令します。
なお、M機能は軸移動と同一ブロックにプログラムした場合、M00、M01、M02、M30
を除き移動と同時に実行されるので、プログラムに際しては充分注意してください。
M00 プログラムストップ
プログラムの運行を中断させる指令であり、ブロック内で指定された動作が完了した後
停止状態となります。(回転中の主軸も停止しますから、M00の後のブロックにはM03
またはM04を入れて下さい) 再起動は起動押釦により行います。
M01 オプショナルストップ
プログラムストップ指令(M00)と同様の停止命令ですが、操作盤上オプショナルストップ
選択スイッチがOFFになっていると停止せず、そのまま運転を続行します。
つまり オペレーターにより(停止) (運転続行)の選択ができます。
(回転中の主軸も停止するので M01の後のブロックにはM03又はM04を入れて下さい)
M02 M30 エンドオブプログラム
工作物の加工プログラムの終わりをあらわす指令で、そのブロックの動作が完了した後
停止状態となります。
制御装置や機械のリセット状態となり、メモリーの先頭が呼び出されます。
(回転中の主軸も停止します)
M03 主軸正転起動
M03を指令すると主軸が正回転します。
M04 主軸逆転起動
M04を指令すると主軸が逆回転します。
M05 主軸停止
M05を指令すると主軸が停止します。
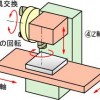
M06 工具交換
工具交換位置にZ軸にある時、M06、を指令すると自動工具交換が行われます。
(ここがNCフライス盤との違いです)!!
M08 クーラントON
M08を指令すると切削油が出ます。
M09 クーラントOFF
M09を指令すると切削油が止まります。
(その他に ミストやエアーブローも停止します)
M19 主軸定位値停止
主軸回転又は停止の状態でM19を指令すると主軸定位がおこなわれます。
(自動工具交換M06時においては、動作シーケンスにこの操作が組み込まれており
特に指令する必要はありません)
M98 サブプログラム呼出し
サブプログラムを呼出すのに使用します。
M99 エンドオブサブプログラム
サブプログラムの終わりを示します。また、M99を実行するとメインプログラムに戻ります
以上がよく使うMこーどです。 by S水さん
今日の一言
プラスの言葉を口にする習慣を
声にだした言葉(言霊)が現実の事柄に影響を与えると信じられています
温かく優しい言葉を口に出せる人は、きっと心の優しい人です。
口に出すことによって 自分自身も温かく 満ち足りた気持ちになれるのです。
日頃からプラスの言葉を口にすることを心掛けたいものです。