こんにちはヒデキです。
はじめて失敗してしまいました。
俗にいう不良です。 が~ン
原点を設定するときに補正するの忘れてしまいました。
5mmもずれました(涙)(涙)
S水さん 助けて下さい。
目次
原点設定の仕方
「ワーク原点」は機械原点が既に定まっているCNC上で、複数の任意の機械座標系上の位置を「0」としてそれぞれ登録し、NC加工プログラムのアブソリュート指令用の位置決めに使います。これらによって決まる座標系を「ワーク座表系」と呼びます。
通常FANUCのフライス、マシニングセンター用のMシリーズでは、G54,G55,G56,G57,G58,G59を使って6箇所のワーク座標系を個別に記憶することができます。電源投入時にはG54がが有効になっています。
「プログラム原点」は俗称であって、特定な意味はありません。プログラムの原点というだけであって、何をさして云っているのかは使う人の自由です。他にも、「加工原点」などの言葉がありますが、これも俗称であり、決まった定義はありませんので注意して下さい。一般的には、プログラム原点も、加工原点も、ワーク原点と同義語として使われているようです。
CNCは「機械原点」の定まった「機械座標系」上に、複数の「ワーク原点」を定めた「ワーク座標系」があり、NCプログラムのG90によるアブリュート指令は、その時有効になっている「ワーク座標系」上の場所へ位置決めするのです。
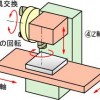
原点出しのやり方

こんな感じ!
自分の会社にあるのはビックのアキューセンターです。(写真の上のやつ Φ10のやつです)


いろいろなメーカーの物があるらしいです。
使い方を説明いたします。
このようにワークに回転させて行います。
この時に機械によっては自動で補正してくれるやつもあるみたい。
ちなみに自分が使ってる機械は自分で5mm補正するやつです。
これを忘れました(笑)
みんなも注意して下さい。
このやり方はワーク端面をはかやり方です。
他にもあるので紹介いたします。

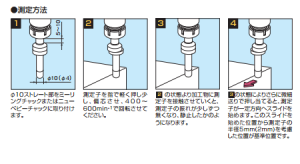
- XYZ方向に測定なダイヤル式基準位置測定器。
あらゆる加工物に対応する。 - こちらは
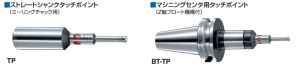
- タッチポイントです。
芯出しバー|製品情報|フジツール株式会社
www.fujitool.co.jp/products/egde_finders.html
CAD入門モデリング講座 はじめての3DCG基本設計 DVD
![]()